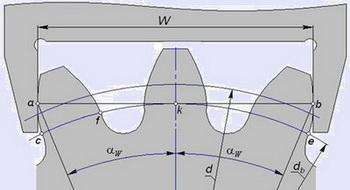
Для проверки качества изготовления поверхностей зубьев эвольвентных цилиндрических колес на практике очень широко применяются два вида контроля: измерение размера по роликам (шарикам) и измерение длины общей нормали.
Так как для выполнения измерения длины общей нормали часто достаточно иметь лишь штангенциркуль, то данный метод контроля толщины зубьев является практически более доступным и широко применяется особенно при единичном (ремонтном) производстве цилиндрических зубчатых колес невысокой степени точности. При этом следует отметить достаточно высокую точность данного метода контроля из-за прямого способа измерения детали в отличие от измерения размера по роликам, которые своими допусками вносят дополнительную погрешность. Длина общей нормали относится к параметрам, характеризующим норму бокового зазора в зубчатой передаче.
Рассмотрим наружное зацепление. Расчет регламентируется ГОСТ 16532-70. Измерения выполняются в плоскости нормальной (перпендикулярной) поверхности зубьев. Для косозубых колес (особенно при больших углах наклона) необходимо после расчетов убедиться, что ширины венца колеса «хватает» для выполнения измерения.
Для упрощения расчета в интернете была найдена программа, оформленная в виде таблицы MS Excel, которая позволяет быстро найти длину общей нормали цилиндрических зубчатых колес, в том числе косозубых со смещением.
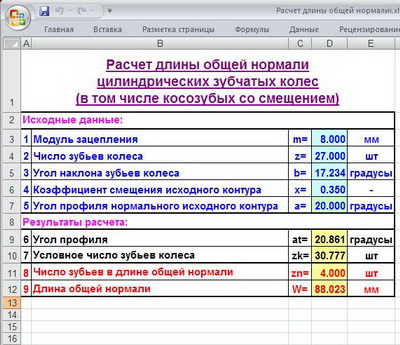
Данная программа удобна тем, что позволяет быстро "в полевых условиях", при наличии смартфона или планшета, проверить точность натурных замеров существующей шестерни, в том числе на предмет возможного наличия или отсутствия у нее смещений.
Если вы работаете с КОМПАС-3D, то при расчете в библиотеке "Валы и механические передачи 2D" вы автоматически получите по результатам расчета и длину общей нормали.
Выполнив расчет, вы должны, взяв штангенциркуль, выполнить замеры длины общей нормали полученного числа зубьев (несколько раз и разных групп) и получить у качественно нарезанного колеса значения равные расчетному.
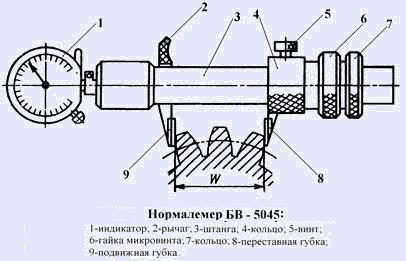
Справедливости ради необходимо упомянуть, что для измерения длины общей нормали существует специальный инструмент - нормалемер. Нормалемер изготавливают на основе штангенциркуля или микрометра, снабжая последних специальными удобными для выполнения измерений губками и стрелочным индикатором.
Допуски цилиндрических зубчатых передач регламентированы ГОСТ 1643-81. В том числе на длину общей нормали назначаются допуски в зависимости от вида сопряжения и нормы бокового зазора.
P.S. В справочниках и в ГОСТе данный расчет написан так, что «два дня с пивом нужно разбираться, «прыгая» от таблицы к таблице». Видимо в подобных случаях всегда так делалось авторами для придания себе «высочайшей важности и значимости»… А обычных студентов и инженеров нужно «запугать» изобилием переходов со страницы на страницу, чтобы на четвертом-пятом переходе к новой таблице или диаграмме они забыли, что вообще делают. Если еще в завершение всего добавить чего-нибудь совсем страшного - типа инволюты (это не евро и не доллары, а функция такая), то все - дело будет сделано. Получим на сотню инженеров-механиков одного или двух чуть-чуть понимающих в зубчатых передачах! А если забраться в дебри смещения контуров для получения определенных силовых или качественных изменений, узнать, что в Германии и Японии вначале считают и оптимизируют передачу, а затем для нее делают инструмент… А мы до сих пор все считаем под стандартизованный инструмент - α = 20°.
| 





