Простые в изготовлении, обладающие большим коэффициентом усиления, достаточно компактные эксцентриковые зажимы, являясь разновидностью кулачковых механизмов, обладают еще одним, несомненно, главным своим преимуществом – быстродействием.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. В данной статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры стандартизованных кулачков эксцентриковых круглых для станочных приспособлений приведены в ГОСТ 9061-68. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
На рисунке ниже показана расчетная геометрическая схема механизма зажима. К опорной поверхности прижимается фиксируемая деталь в результате поворота за рукоятку эксцентрика против часовой стрелки вокруг жестко закрепленной относительно опоры оси.
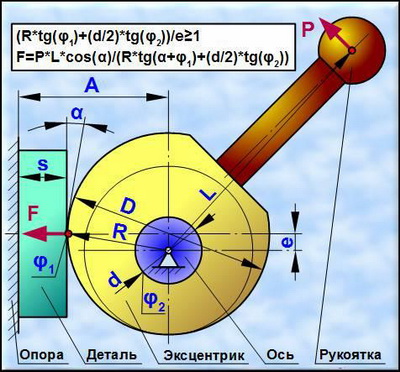
Показанное положение механизма характеризуется максимально возможным углом α, при этом прямая, проходящая через ось вращения и центр окружности эксцентрика перпендикулярна прямой, проведенной через точку контакта детали с кулачком и точку центра наружной окружности.
Если повернуть кулачок на 90° по часовой стрелке относительно изображенного на схеме положения, то между деталью и рабочей поверхностью эксцентрика образуется зазор равный по величине эксцентриситету e. Этот зазор необходим для свободной установки и снятия детали.
РАСЧЕТНЫЕ ФОРМУЛЫ
Находим угол трения (°) "деталь - эксцентрик":
φ1= arctg (f1),
где,
f1 - коэффициент трения "деталь - эксцентрик";
0,15 - значение коэффициента трения «деталь - эксцентрик» соответствующее случаю «сталь по стали без смазки».
Находим угол трения (°) "ось - эксцентрик":
φ2= arctg (f2),
где,
f2 - коэффициент трения "ось - эксцентрик";
0,12 - значение коэффициента трения «ось - эксцентрик» соответствующее случаю «сталь по стали со смазкой».
Уменьшение трения в обоих местах повышает силовую эффективность механизма, но уменьшение трения в области контакта детали и кулачка ведет к исчезновению самоторможения.
Находим максимальный угол (°) кругового клина:
α = arctg (2 · e / D),
где,
e - эксцентриситет кулачка, мм;
для обеспечения самоторможения на
стальных поверхностях желательно выполнять условие: D/e>15.
В ГОСТ 9061-68: D/e=20.
D - диаметр эксцентрика, мм.
Тогда радиус-вектор (мм) точки контакта будет равен:
R = D / (2 · cos (α)),
А расстояние от оси эксцентрика до опоры (мм) соответственно будет:
А = s + R · cos(α),
где,
s - толщина зажимаемой детали, мм.
Условием самоторможения является выполнение соотношения:
e ≤ R · f1 + d/2 · f2,
Если условие выполняется – самоторможение обеспечивается.
Усилие зажима (Н) можно найти по формуле:
F = P · L · cos (α) / (R · tg (α + φ1) + d/2 · tg (φ2)),
где,
P - усилие на рукоятке, Н;
L - длина рукоятки, мм.
Коэффициент передачи силы равен:
k = F / P
Выбранное для расчетов и изображенное на схеме положение эксцентрикового зажима является самым «невыгодным» с точки зрения самоторможения и выигрыша в силе. Но выбор такой не случаен. Если в таком рабочем положении рассчитанные силовые и геометрические параметры удовлетворяют разработчика, то в любых иных положениях эксцентриковый зажим будет обладать еще большим коэффициентом передачи силы и лучшими условиями самоторможения.
Уход при проектировании от рассмотренного положения в сторону уменьшения размера A при сохранении без изменений прочих размеров приведет к уменьшению зазора для установки детали.
Увеличение размера A может создать ситуацию при износе в процессе эксплуатации эксцентрика и значительных колебаниях толщины s, когда зажать деталь окажется просто невозможно.
Материалом для изготовления кулачка ГОСТ 9061-68 рекомендует использовать износостойкую поверхностно-цементированную сталь 20Х с поверхностной твердостью 56...61 HRC на глубине 0,8...1,2 мм. Но на практике эксцентриковый зажим выполняют из самых разнообразных материалов в зависимости от назначения, условий эксплуатации и располагаемых технологических возможностей.
Используя небольшую таблицу в MS Excel, созданную на основе этих формул, можно научиться быстро и просто определять главные параметры зажимов для кулачков из любых материалов, только нужно не забывать изменять в исходных данных значения коэффициентов трения.

В примере, показанном на скриншоте, по заданным размерам эксцентрика и силе, приложенной к рукоятке, определяется монтажный размер от оси вращения кулачка до опорной поверхности с учетом толщины детали, проверяется условие самоторможения, вычисляются усилие зажима и коэффициент передачи силы.
Похожие документы:
ГОСТ 12189-66 - Приспособления станочные. Кулачки эксцентриковые. Конструкция;
ГОСТ 12190-66 - Приспособления станочные. Кулачки эксцентриковые сдвоенные. Конструкция;
ГОСТ 12191-66 - Приспособления станочные. Колодки эксцентриковые вильчатые. Конструкция;
ГОСТ 12468-67 - Эксцентрики двухопорные. Конструкция.
| 





