ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ СТАЛЕЙ И НАПЛАВКИ
Классификация по ГОСТ 9466-75 распространяется на изготовленные способом опрессовки покрытые металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев из сталей и сплавов. Стандарт не распространяется на электроды для наплавки слоев из цветных металлов и их сплавов.
По назначению электроды подразделяются:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² - У (условное обозначение);
- для сварки легированных конструкционных сталей с временным сопротив. разрыву свыше 60 кгс/мм² - Л;
- для сварки легированных теплоустойчивых сталей - Т;
- для сварки высоколегированных сталей с особыми свойствами - В;
- для наплавки поверхностных слоев с особыми свойствами - Н.
Подразделение электродов на типы - по ГОСТ 9467-75, ГОСТ 10051-75 и ГОСТ 10052-75.
- электроды для ручной дуговой сварки конструкционных и теплоустойчивых сталей;
- электроды для ручной дуговой наплавки поверхностных слоев с особыми свойствами;
- электроды для ручной дуговой сварки высоколегированных сталей с особыми свойствами.
Подразделение электродов на марки - по соответствующим стандартам или техническим условиям. Каждому типу электродов может соответствовать одна или несколько марок.
По толщине покрытия в зависимости от отношения D/d (D - диаметр покрытия, d - диаметр электрода, определяемый диаметром стержня) электроды подразделяются:
- с тонким покрытием D/d ≤ 1,20 - М;
- со средним покрытием 1,20 < D/d ≤ 1,45 - С;
- с толстым покрытием 1,45 < D/d ≤ 1,80 - Д;
- с особо толстым покрытием D/d > 1,80 - Г.
По видам покрытия электроды подразделяются:
- с кислым покрытием - А;
- с основным покрытием - Б;
- с целлюлозным покрытием - Ц;
- с рутиловым покрытием - Р;
- с покрытием смешанного вида - соответствующее двойное условное обозначение;
- с прочими видами покрытий - П.
Примечание. При наличии в составе покрытия железного порошка в количестве более 20 % к обозначению вида покрытия электродов следует добавлять букву Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются:
- для всех положений - 1;
- для всех положений, кроме вертикального сверху вниз - 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - 3;
- для нижнего и нижнего в лодочку - 4.
Размеры электродов должны соответствовать указанным на чертеже и в таблице.
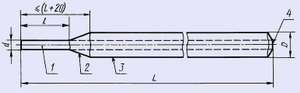
1 - стержень; 2 - участок перехода, 3 - покрытие; 4 - контактный торец без покрытия
|
Номинальный
диаметр электрода, определяемый диаметром стержня, d
|
Номинальная длина электрода L (пред. откл. ±3) со
стержнем из сварочной проволоки
|
Длина зачищенного от покрытия конца l (пред. откл. ±5)
|
|
низкоуглеродистой или легированной
|
высоколегированной
|
|
1,6
|
200
250
|
150
|
20
|
|
200
|
|
(250)
|
|
2,0
|
250
(300)
|
200
|
20
|
|
250
|
|
(300)
|
|
2,5
|
250
|
250
(300)
|
|
300
|
|
(350)
|
|
3,0
|
300
|
300
350
|
25
|
|
350
|
|
(450)
|
|
4,0
|
350
|
350
|
|
450
|
(450)
|
|
5,0
|
450
|
350
450
|
|
6,0
|
|
8,0
|
|
10,0
|
30
|
|
12,0
|
Примечания:
1. Размеры, указанные в скобках, применить не рекомендуется.
2. Допускается изготовлять электроды номинальным диаметром 3,15; 3,25; 6,3 и 12,5 мм.
Условное обозначение электродов
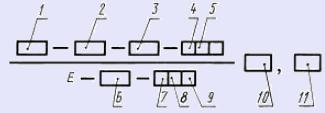
1 - тип; 2 - марка; 3 - диаметр, мм; 4 - обозначение назначения электродов;
5 - обозначение толщины покрытия; 6 - группа индексов; указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 7 - обозначение вида покрытия;
8 - обозначение допустимых пространственных положений сварки или наплавки; 9 - обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 10 - обозначение настоящего стандарта; 11 - обозначение стандарта на типы электродов
Примечания:
1. Для электродов марок, не относящихся к типам по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75, в условном обозначении тип электродов не приводят, а вместо обозначения стандарта на типы электродов указывают обозначение стандарта или технических условий на электроды конкретной марки.
2. В условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм² после буквы Е тире не ставят.
Во всех видах документации (кроме конструкторской) условное обозначение электродов должно состоять из марки, диаметра и обозначения настоящего стандарта.
Электроды типа Э42А по ГОСТ 9467-75, марки УОНИИ-13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей У, с толстым покрытием Д, с установленной по ГОСТ 9467-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 2(5), с основным покрытием Б, для сварки во всех пространственных положениях 1 на постоянном токе обратной полярности 0:
на этикетках или в маркировке коробок, пачек и ящиков с электродами
 в документации
в документацииЭлектроды УОНИИ-13/45-3,0 ГОСТ 9466-75
Механические свойства металла шва, наплавленного металла и сварного соединения при нормальной температуре (по ГОСТ 9467-75) можно посмотреть здесь.
Электроды покрытые металлические для ручной дуговой наплавки
поверхностных слоев с особыми свойствами (по ГОСТ 10051-75) в табличной форме можно посмотреть здесь
Похожие документы:
- Расчет сварных соединений
| 





